Hunter Galvanizing provides protective industrial zinc coatings formed by metallurgical reaction between steel and molten zinc. The smoothness, thickness and colour of hot-dip galvanized coatings are not factors that can be controlled. The steel thickness combined with the steel chemistry will determine the aesthetics of the coating. Thicker steel will attract thicker zinc coatings, which, by nature, will be darker. Items may also display a bright sheen through to a dull or matte grey finish. It is impossible for galvanizers to conform to a specific shade of silver or grey or to control the lustre of a coating.

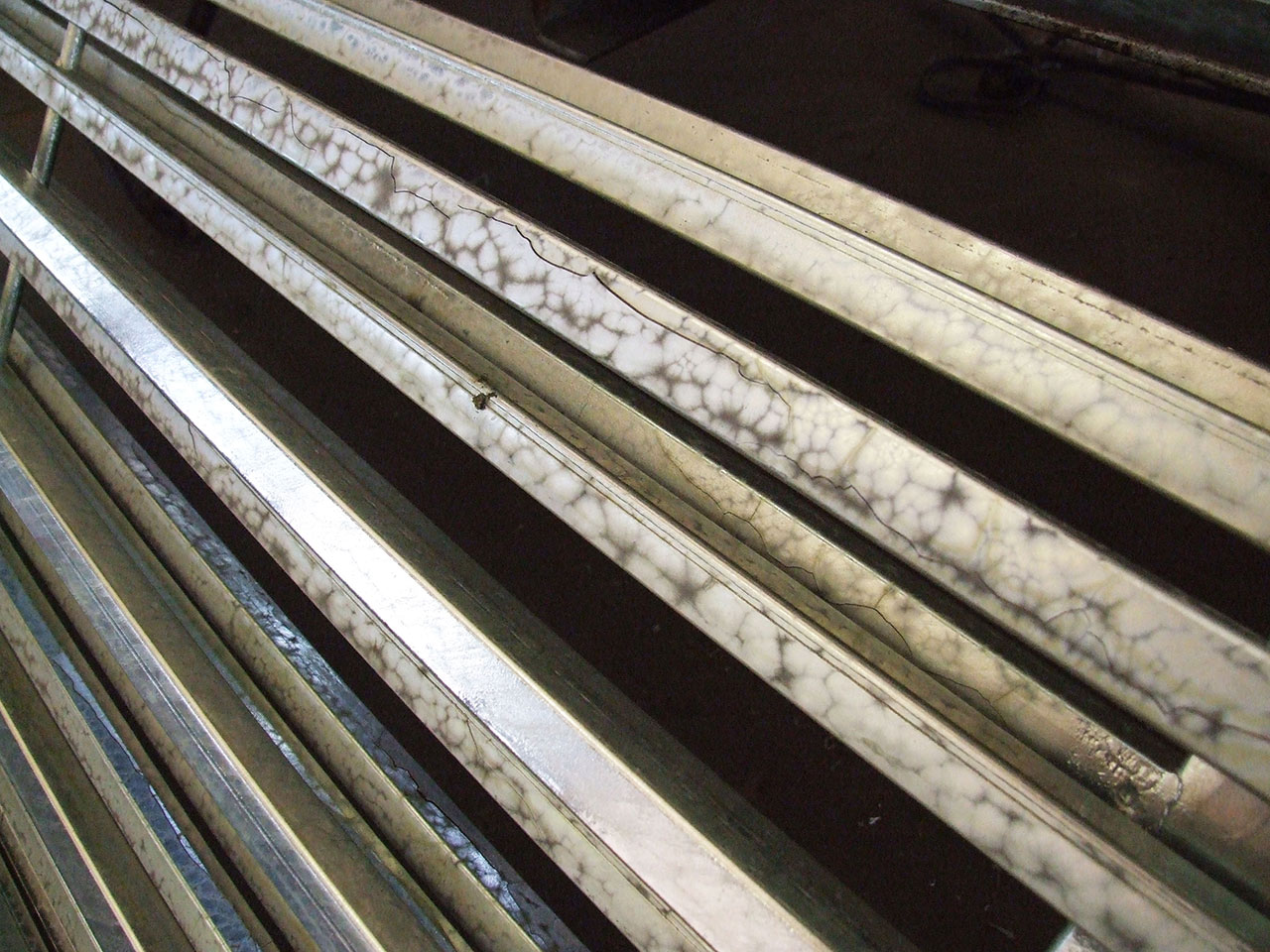
The metallurgical structure of the steel may encourage a variety of effects to appear in the coating. Localised areas can display a lacework or snakeskin pattern, dull-grey patches, or large bright spangles. These effects may appear in one area or across the entire surface of a piece of steel. Extreme levels of silicon and phosphorous have dramatic effects relating to colour, lustre and smoothness of a hot-dip galvanized coating.
Some manufacturing processes of steel processing can also alter the formation of the free zinc layer, creating a number of effects on hollow sections. Fishbone effect can occur on large-diameter pipes where the difference in the surface chemistry will cause varying reaction rates between the steel and zinc.
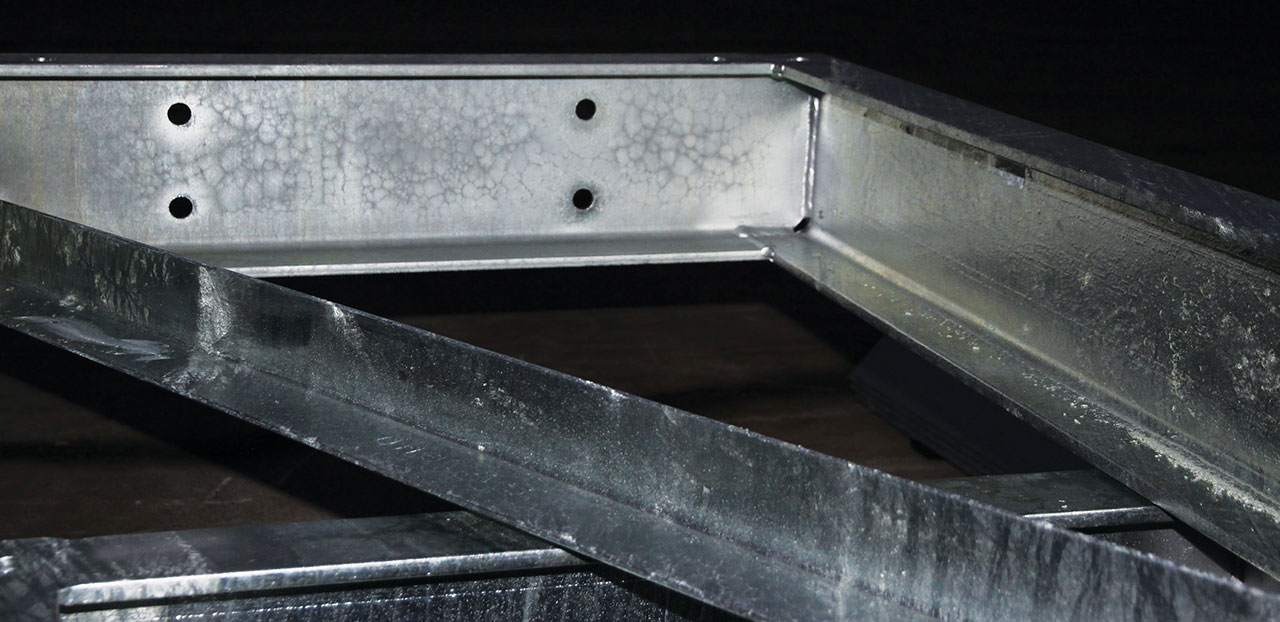
Patches of dull grey can present in a striped or spiralled sequence along lengths of pipe, rectangle hollow section and square hollow section, where zinc has reacted to stresses in the surface chemistry produced during manufacture of these sections.
All of the above traits have no effect on the corrosion protection properties of the hot-dip galvanized coating or on the integrity of the steel section. Items displaying any of these effects are not cause for rejection.
Hunter Galvanizing accepts steel items for hot-dip galvanizing based on their design and fabrication. Galvanizers cannot be aware of the potential for high reactivity of the steel with molten zinc, unless specific material specifications have been supplied and discussed before hot-dip galvanizing.
For general fabricators it is not possible to determine steel chemistry accurately before processing. Steel analysis certificates can detail only batch testing levels. As silicon and phosphorus are not always distributed evenly throughout the steelmaking process, samples of the total heat may not be representative of each individual piece of steel. Where aesthetics is critical, trial samples of product can be galvanized; however, again, they may not provide a true indication of chemistry across a product batch. Items displaying chemistry-related issues are acceptable under the galvanizing standard and are not means for rejection.
Two chemical components in steel have the ability to affect coating thickness and appearance.
1. Silicon
Very high or very low levels of silicon will generate high reactivity with the zinc and in turn stimulate rapid growth of the zinc-iron layers.
2. Phosphorous
The presence of more than 0.05% levels of phosphorous in steel increases reactivity and will result in thicker, matte coatings. The recommended level of phosphorus is less than 0.05%. If steel has a combination of extreme levels of silicon (either very high or very low) and high levels of phosphorous, the coating produced will be excessively thick and the outer layers may be brittle and easily chipped during handling and transportation. The following formula can be used as a guide when determining the steel’s chemistry as to its suitability for hot-dip galvanizing: suitable steel = % silicon + (2.5 x % phosphorous) < 0.09%